本發明涉及一種對精制機在精制(refine)操作期間供應至纖維組合物的精制能量進行優化的方法,以及適合實現這種方法的精制系統。
背景技術:
1、在造紙技術領域中,已知且當前實行的是:對想要隨后形成紙張片材或硬紙板片材的纖維素纖維組合物進行精制,以修改片材的某些性質。
2、精制包括使纖維經受組合了機械壓縮和剪切的機械處理。特別地,當在存在礦物填料的情況下進行該精制時,其使得能夠提高這些填料在紙張片材中的保留率,而且不會改變紙張的機械性質,特別是不會改變紙張的拉伸或撕裂強度。
3、通常在彼此面對的兩個平行的精制盤之間進行精制,這兩個精制盤通過通常稱為“間隙(gap)”的可調節距離彼此間隔開。這兩個盤通常包括旋轉盤(或轉子)和固定盤(定子)。它們通常由金屬合金制成,并且包括突起和凹陷,用以當盤之間存在纖維組合物時引導該纖維組合物。
4、可以通過纖維組合物在這些盤之間的(一次或多次)通過來執行精制。也可以由經過一系列成對的盤(例如,2到6對盤)的(一次或多次)通過來執行精制,這些成對的盤可以具有相同的間隙或遞減的間隙。
5、ep?3839134涉及一種用于精制纖維組合物的方法。該方法涉及測量精制機在精制操作期間的振動,并且根據所測量的振動值來調節精制機間隙。該方法不控制精制能量。
6、wo?86/06770涉及一種用于對精制機工藝中的機械漿料制備進行控制的方法。根據該方法,由于精制機盤的振動和磨損之間的關系,因此可以預測漿料性質。
7、主要關注點之一仍然是對精制操作所需的精制機的能量消耗進行控制。
8、在精制操作期間,纖維組合物的物理化學特性根據精制時間以及該纖維組合物在精制機的盤之間或者精制機的一系列盤之間的通過的次數而變化。這些特性特別地是該纖維組合物的稠度(consistency)或密度,以及該纖維組合物的流變學(rheology),即該纖維組合物的根據精制機對其強加的機械應變的流動性質。
9、組合物的物理化學特性的修改是由于在精制期間被施加在纖維上的現象。纖維實際上經歷了壓縮力和剪切力,這可能導致它們的原纖化。在這種情況下,纖維然后具有褶皺的外觀。此外,也可以在精制期間切割纖維,使得它們的長度可以隨著在精制機之間的通過而減小。
10、由此,可以簡單地說,精制越往前進行,間隙中的纖維組合物變得越流動。
11、因此可以理解,如果在精制期間精制機的所有操作參數(特別是盤之間的間隔)都保持恒定,則精制機供應至纖維組合物的精制能量隨時間趨于減小。
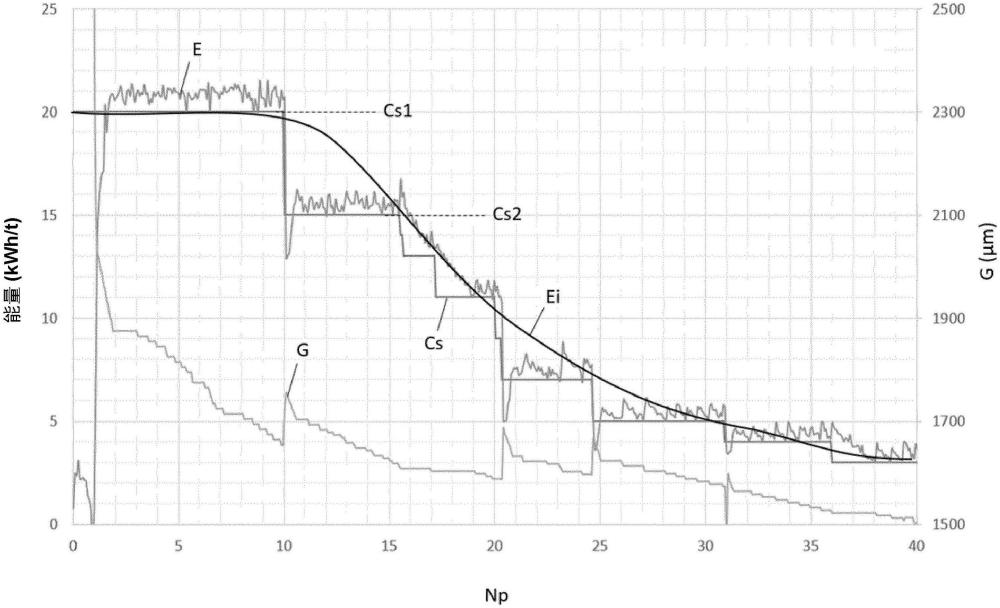
12、為了說明主題并具體描繪所涉及的能量現象,圖1中示出了曲線圖。其大體上示出精制能量和間隙g根據纖維組合物在精制機盤之間穿過的次數(或循環(cycle)次數)np的變化。
13、通常地,也稱為“比能(specific?energy)”的精制能量與精制機每小時精制一噸纖維組合物所需的能量的量相對應。因此,它以千瓦時每噸纖維(kwh/t)來表示。
14、第一曲線e涉及在精制操作期間實時或離散地測量的比能,該比能是精制機在精制操作期間供應至纖維組合物的能量。
15、第二曲線ei示出與最優能量相對應的比能,該最優能量使得在精制時段期間能夠以沒有能量損失的方式向纖維供給適合它們的精制的功。
16、第三曲線cs示出由操作者選擇和設置的精制機必須遵守的精制能量設置點。通常地,操作者在精制操作期間以階段性降低的方式來降低能量設置點。
17、最后,間隙g對應于盤之間的距離,并且通常可以以微米(μm)來表示。
18、根據該曲線圖,可以觀察到,操作者在方法開始時將能量設置點cs設置為第一設置點值cs1(以虛線示出)。因此,比能將趨向于該設置點值,并且如果可能的話達到該設置點值。為了將相對恒定的比能e1保持為接近設置點值cs1,間隙根據預先定義的順序隨著循環減小。
19、實際上,如前所述,對纖維組合物的精制導致該纖維組合物的物理和化學性質的修改,特別是其稠度和流動(即該纖維組合物的流變學)的修改。為了使比能水平保持在設置點的水平,因此需要使間隙適合于組合物的流變學的變化,并且因此將盤拉向彼此,這導致了在采用新的能量設置點之后間隙g的減小。可以參考時刻0和循環10之間曲線g的變化。
20、為了避免盤碰撞,操作者在循環10處將設置點降低到第二設置點值cs2。這導致了間隙的突然增加,這是因為盤此時對組合物施加相對于該組合物此時的流變學來說過大的應變,因而盤被迅速地拉離彼此以使比能下降。
21、在循環10和循環20之間,組合物的流變學的修改導致間隙g有規律地減小,以將相對恒定的比能e保持為接近設置點值cs2。
22、實行該方案直到比能達到更低的閾值為止,在該閾值處操作者知道纖維已被充分精制。然后停止精制。
23、這樣以階梯的形式逐漸降低設置點能量cs,因此使得能夠接近期望的比能ei。
24、通過反復試錯、通過大量重復該方法并且通過相應地調整參數來通過經驗獲得設置點能量cs,并且針對各類型的纖維組合物都是這樣。
25、實際上,期望的能量曲線ei取決于大量參數,該大量參數中包括纖維的特點、組合物的稠度、以及通常地組合物的流變學等。
26、基于這種分析,可以設想兩種方式。
27、稱為保守方式的第一種方式包括在開始精制之前利用保守參數來定義能量設置點的階梯曲線。然而,這意味著長的精制時間,這是因為需要完全避免盤碰撞,因此需要通過選擇能量設置點階段來提供安全裕度。
28、稱為激進方式的第二種方式包括定義能量設置點的階梯曲線,以獲得短的精制時間。然而,對于某些輸入參數集,這可能會導致盤碰撞,這是因為對于各輸入參數集來說,盤的最優運動規律是獨特的。
29、因此,這兩種方式都不是最優的。
30、因此,為了獲得盤的最優運動規律,需要持續的人工監測。主要的缺點在于,該解決方案需要合格的操作者在場,這產生高的生產成本,此外,在操作者不得不將時間花在該任務上而沒有花在可能會需要他們的專業知識的其它任務上的情況下,還可能降低生產效率。
技術實現思路
1、本發明的目的是提供用于對精制機在精制操作期間供應至纖維組合物的精制能量進行優化的方法,從而使得能夠克服先前的缺點。
2、纖維組合物包含水和纖維,有利地是水和纖維素纖維。該纖維組合物還可以包含礦物填料。本領域技術人員將能夠調整纖維素纖維和礦物填料之間的質量比。他們還能夠調整組合物中的(特別是水中的)纖維素纖維和礦物填料的濃度。
3、特別地,本發明旨在提供這樣的方法,該方法使得能夠根據所述纖維組合物的物理化學特性以及根據該物理化學特性在精制操作期間的變化來對精制機供應至纖維組合物的精制能量進行優化,并且以自動的方式進行該優化,而在精制操作期間不需要專門管理能量和/或設置間隙的操作者在場。
4、在根據本發明的方法中,“能量”或“精制能量”是指精制機的比能,該比能取決于纖維的量,這是因為該比能以千瓦時/噸纖維來表示。根據本發明的方法能夠通過持續地調整精制機盤之間的間隙來優化比能。
5、為此,本發明提供了用于對精制機在精制操作期間供應至纖維組合物的精制能量進行優化的方法,其中,精制機包括至少兩個精制盤,所述至少兩個精制盤通過可調節間隙彼此分開。
6、方法的主要特點在于其包括如下步驟:
7、a)設置初始精制能量設置點,
8、b)測量所述精制機的振動,以獲得取決于所述間隙的相應振動信號,
9、c)將所述振動信號的至少一個特性與確定的最大值和/或最小值進行比較,以:
10、c1)如果所述振動信號的所述特性低于所述最大值,則所述方法從步驟b)起重新開始,
11、c2)如果所述振動信號的所述特性高于或等于所述最大值,則自動將所述初始精制能量設置點降低到更低的設置點值,并且自動增大所述間隙,以使得所述精制能量趨向于所述更低的設置點值,以及/或者
12、c3)如果所述振動信號的所述特性高于所述最小值,則所述方法從步驟b)起重新開始,
13、c4)如果所述振動信號的所述特性低于或等于所述最小值,則自動將所述初始精制能量設置點提高到更高的設置點值,并且自動減小所述間隙,以使得所述精制能量趨向于所述更高的設置點值。
14、本發明基于通過使用對精制機的振動的測量來對用于精制纖維組合物的精制能量(比能)進行的控制和優化。
15、為此,根據本發明的方法建立了精制機的振動和比能之間的直接聯系。
16、該直接聯系使得能夠在精制操作期間調整比能,以盡可能接近期望的能量(圖1的曲線ei)。因此,對于相同的精制持續時間,精制纖維組合物所需的能量的總量減少。換句話說,對于所使用的相同量的能量,精制時間減少。因此,精制盤對的數量和/或精制循環的數量可以減少。
17、更詳細地,如前所述,精制越往前進行,纖維組合物變得越流動。因此,為了保持有效的精制,即為了保持足以有效精制纖維的比能值(該比能值通常被設置在設置點上),需要將(同一對的)盤拉向彼此,這導致間隙減小。
18、將盤拉向彼此導致盤開始彼此共振。特別地,該現象通過精制機本體和精制機的盤的頻率特性的諧波振幅的增加,來引起振動信號的修改。
19、本發明通過定時(優選實時(持續))地測量精制機的振動以檢測共振來使用該共振現象。當達到共振時,能量設置點被降低。然后,盤被移位以彼此拉離,使得所測量的能量趨向于或者甚至達到新的降低后的能量設置點。因此,它離開了共振區域。它是由上向下的調節。
20、本發明還提供了由下向上的調節。當精制機的振動變得過低時,這意味著盤間隔過遠而無法向組合物供應最優比能。然后,能量設置點被提高,這導致盤被拉向彼此,使得所測量的能量趨于或者甚至達到新的提高后的設置點。然后,接近了共振區域。
21、在精制期間重復這些步驟導致比能的階梯式且自動的總體降低,并且其盡可能接近期望的能量(圖1的曲線ei)。由于對精制機振動的測量,比能因此被優化。當然,在進行由下向上的調節的情況下,可以局部地觀察到比能的增大,這是由能量設置點的提高而導致的。
22、此外,直到盤開始共振為止,這些盤在兩個連續能量設置點之間的位移輪廓和位移速度取決于纖維組合物的特點(即取決于該纖維組合物的包括其流變學的物理性質),以及取決于該纖維組合物的化學性質(即取決于纖維的特點)。現在,纖維組合物的特點隨時間變化,并且特別地在兩個連續的能量設置點之間變化。因此,根據本發明的方法使得能夠基于精制機的振動,根據纖維組合物的物理化學特性以及該物理化學特性在精制操作期間的變化來優化比能,并且在不需要操作者的監測的情況下精確且自動地進行該優化。本發明不需要知道或測量纖維組合物的粘度(viscosity)。
23、如將在本文的其余部分中看到的,由此獲得根據穿過次數的能量變化輪廓,該能量變化輪廓根據所精制的纖維組合物的特點而不同。
24、作為信息,規定了“振動”指定分子圍繞穩定平衡位置的機械振蕩運動。通過憑借(諸如電磁傳感器、電動傳感器、靜電傳感器或者還有壓電傳感器(有利地是加速度計或傳聲器)等的)換能器將機械振蕩轉換成電振蕩,來進行振動的測量。可以使用一個或多個傳感器。在多個傳感器的情況下,這些傳感器有利地是例如加速度計的相同類型的傳感器。
25、由于聲音是流體的機械振動,因此術語“振動”不僅包括在形成精制機的元件(固體介質)中傳播的波,還包括在精制機周圍的空氣(流體介質)中傳播的波,即“聲波”,無論它們屬于可聽頻譜、次聲波頻譜或者超聲波頻譜。
26、根據本發明,監測振動允許將比能優化為精制機總是處于其可能的最高能量極限(即其最高的嘯叫聲)。
27、根據其他方面,根據本發明的方法單獨或根據其技術上可能的組合而展現不同的以下特性:
28、-在執行步驟c2)或步驟c4)之后,從步驟b)起重復所述方法至少一次,所述初始精制能量設置點相應地被替換為所述更低的設置點或所述更高的設置點;
29、-所述振動信號的所述特性包括所述精制機的加速度;
30、-通過計算優選地在從0.5秒至5秒的范圍中、更優選地在從1秒至3秒的范圍中的時間間隔內所測量到的可參數化數量的加速度值的實時平均值來測量所述加速度;
31、-加速度值的所述可參數化數量在從10至500的范圍中,優選地在從50至300的范圍中,更優選地在從100至300的范圍中;
32、-步驟c2)的所述更低的設置點或者步驟c4)的更高的設置點在至少5秒、優選地至少10秒、更優選地至少20秒(有利地是小于60分鐘)的時間間隔內保持恒定,而無論在所述時間間隔期間所測量到的所述振動如何。
33、本發明依賴于精制機的加速度。
34、優選地,通過計算在時間間隔內所測量到的可參數化數量的加速度值的實時平均值來測量加速度。因此,測量加速度不依賴于高于最大值或者低于最小值的次數。
35、本發明還涉及一種用于實施前述方法的精制系統。因此,它是用于對所述精制系統在精制操作期間供應至纖維組合物的精制能量進行優化的精制系統。
36、該系統的主要特征在于包括:
37、-精制機,其設置有至少兩個精制盤,所述至少兩個精制盤通過可調節間隙彼此分開,
38、-振動傳感器,其被配置為測量所述精制機的振動并輸出對應的振動信號,該振動信號取決于所述間隙;
39、-控制系統,其被配置為根據前述的方法,接收所述振動傳感器的所述振動信號,將所述振動信號的至少一個特性與確定的最大值或最小值進行比較,并且控制所述精制機。
40、根據其他方面,根據本發明的系統具有單獨或根據其技術上可能的組合而具有的不同的以下特征:
41、-所述振動傳感器包括加速度計(或傳聲器),并且所述振動信號的特性包括由所述加速度計(或所述傳聲器)所測量的所述精制機的加速度;
42、-所述控制系統被配置為通過計算由所述加速度計(或所述傳聲器)在從0.5秒至5秒、優選地從1秒至3秒的范圍中的時間間隔內所測量到的可參數化數量的加速度值的實時平均值來測量所述加速度;
43、-加速度值的所述可參數化數量在從10至500、優選地從50至300、更優選地從100至300的范圍中;
44、-所述控制系統被配置為使步驟c2)的所述更低的設置點或步驟c4)的所述更高的設置點在至少5秒、優選地至少10秒、更優選地至少20秒(有利地是小于60分鐘)的時間間隔內保持恒定,而無論在所述時間間隔期間所測量的所述振動如何。